Yuhong Holding Group Co., LTD

 |
| Место происхождения: | Китай |
| Фирменное наименование: | YUHONG |
| Сертификация: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2008 |
| Номер модели: | ASME SB622 UNS N10276 (C-276/DIN2.4819) |
| Количество мин заказа: | 100kg |
|---|---|
| Цена: | NEGOTIABLE |
| Упаковывая детали: | Курсировать-деревянная пачка случая /Iron случая с пластиковой крышкой |
| Время доставки: | зависит от количества |
| Условия оплаты: | T/T, L/C |
| Поставка способности: | согласно требованию к клиента |
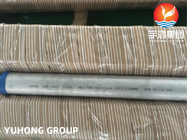
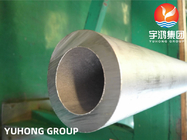
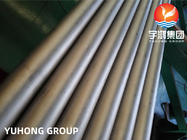
| Название продукта: | Труба Allly никеля безшовная | Стандарт: | ASME SB622 |
|---|---|---|---|
| Материал: | Hastelloy C-276, N10276, DIN2.4819 | Поверхность: | Замаринованный и обожженный, яркий обжигать, отполировало |
| Тип: | Катушка, трубка u, staight | Применение: | Труба боилера, труба структуры, труба масла, труба химического удобрения, жидкая труба |
| Длина: | подгонянный | КОНЕЦ: | Обычный конец, скошенный конец |
| Высокий свет: | Труба ASTM B626 Hastelloy C276 безшовная,2,4819 труба Hastelloy C276 безшовная |
||
Контактное лицо: Phoebe Yang
Телефон: 0086-18352901472
Факс: 0086-574-88017980