Yuhong Holding Group Co., LTD

 |
| Место происхождения: | Китай |
| Фирменное наименование: | YUHONG |
| Сертификация: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2008 |
| Номер модели: | SA106 Г.Б. |
| Количество мин заказа: | 100KGS |
|---|---|
| Цена: | Negotiable |
| Упаковывая детали: | Курсировать-деревянная пачка случая /Iron случая с пластиковой крышкой |
| Время доставки: | 7days |
| Условия оплаты: | L/C, T/T |
| Поставка способности: | 1000Tons/Month |
| тип: | Трубка ребра HFW | Стандартный: | ASME SA106/ASTM A106 |
|---|---|---|---|
| Материал труб: | GR.B | Материал плавников: | Углеродистая сталь |
| Упаковка: | Случай переклейки/случай утюга | Применение: | теплообменный аппарат, охладитель |
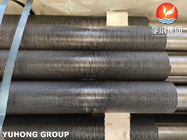
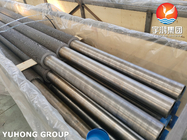
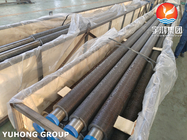
ASME SA106 Gr.B Конденсатор высокочастотных сварных труб из углеродистой стали
SA106Gr.Bявляется бесшовным стальным трубопроводным материалом по американскому стандарту ASME с прочностью 241 000 psi, прочностью на растяжение 413 000 psi и плотностью 0,285 фунтов/дюйма 3.Этот материал для стальных труб широко используется в нефти высокой температуры и высокого давления, химической, электроэнергии и других промышленных областях, как трубопровод для транспортировки жидкости, трубопровод для котлов, трубопровод для теплообменников и так далее.
SA106Gr.Bбесшовная стальная труба обладает превосходными характеристиками высокой температуры и коррозионной стойкостью, может использоваться в температурном диапазоне от -29°C до +482°C в течение длительного времени,и может выдерживать эрозию различных коррозионных средКроме того, стальные трубы также обладают хорошими свойствами обработки и сварки, легко обрабатываются и сварятся, и могут удовлетворять требованиям различных сложных трубопроводных систем.Он в основном используется для нагрева поверхностных труб котлов низкого и среднего давления (рабочее давление, как правило, не более 5 °C)..88Mpa, рабочая температура ниже 450°C); для котлов высокого давления (рабочее давление обычно превышает 9,8Mpa, рабочая температура от 450°C до 650°C) нагревательная поверхность трубы, экономайзер, сверхнагреватель,перегреватель, нефтехимическая промышленность трубы и т.д.
Технология изготовления высокочастотных сварных труб
(1) Закупка и повторный осмотр стальных труб: стальные трубы должны быть приобретены в соответствии со стандартами и техническими условиями, требуемыми чертежами.повторная проверка должна быть тщательно проведена, и содержание повторной проверки должно включать: проверку соответствия количества, спецификаций и материалов,и являются ли соответствующие материалы по сертификации материалов и отчеты об инспекции полными и эффективными;; проверять внешний вид и геометрический размер корня, а также химический состав и механические свойства материала в соответствии с номером печи и партии соответственно;Для проведения дополнительной разведки следует отбирать образцы по корню от не менее 10% материалов, требующих дополнительной разведки..
(2) Подготовка до сварки: поверхность стальной трубы должна быть благоприятной для обмотки, а поверхность оптической трубы должна быть свободна от ям, вмятин, перекрытий и канавок.До сварки, необходимо удалить оксид, жир и примеси на внешней поверхности базовой трубы, которые влияют на качество сварки и покрытие, обычно с помощью полировки или пылевой обработки,прокрутка трубки с плавниками, с помощью тонкой стальной пластины для открытия ленты, и резать весь рулон тонкой стальной пластины до требуемой ширины в соответствии с требуемой высотой плавника;
(3) Сварка на намотке: стальная труба, которая должна быть сварлена, устанавливается на намотную сварочную машину, и плавник сварляется в соответствии с квалифицированным процессом сварки намотки.и трубка с крыльями сваривается на движущейся стороне фиксированной проводящей рельсы до достижения требуемой длины сварки;
(4) Проверка и испытание: проверка внешнего вида и проверка скребки и снятия раны проводятся по одному.и результаты испытаний должны соответствовать чертежам и техническим требованиям
Затем гидравлическое испытание проводится одно за другим, испытательное давление составляет 1,5 раза больше проектного давления или требований к рисунку, а время поддержания давления не менее 5 минут;
(5) Защита плавников: после изготовления плавниковая трубка очищается сжатым воздухом.трубку из углеродистой стали и легированной стали с оперением распыляют антикоррозийной краской, а поверхность трубки из нержавеющей стали распыляется блестящим маслом после осмотра.Два конца трубки защищены крышками, чтобы вода и мусор не проникали в трубку.
Основными преимуществами высокочастотных сварных труб с плавниками являются:
1 Высокая эффективность производства, непрерывное производство намотки;
2Низкая стоимость, она опирается на характеристики самой высокочастотной сварки - эффект нагрева поверхности заготовки, чтобы достичь цели сварки,в процессе сварки не требуется добавления металлических наполнителей;
Поскольку высокочастотный ток проходит только по мелкой поверхности стальной трубы, зона, подверженная воздействию тепла сварки, невелика.поэтому дополнительное количество толщины стены, вызванное этим, не должно учитываться при расчете конструкции.; Рабочая деталь не нуждается в термической обработке после сварки;
4Твердая сварка, в случае разумной конфигурации оборудования и идеальных параметров процесса, она может достичь твердой сварки между плавником и стальной трубой,и может выдерживать колебания теплового удара, вызванные частым открытием и закрытием.
Поскольку высокочастотная сварная трубка с крыльями имеет вышеуказанные преимущества, она все чаще и чаще используется в нефтедобывающей, химической,Электроэнергетика и другие отрасли производства новых эффективных теплопередающих элементов, для укрепления теплопередачи за пределы трубы, улучшения восстановления тепловой эффективности, энергосбережения и снижения потребления.
Химическое положение A106 Gr.A /B/C
| Уровень | А. | В. | В |
| В | 0.25 | 0.3 | 0.35 |
| Мн | 0.27-0.93 | 0.29-1.06 | 0.29-1.06 |
| П | 0.035 | 0.035 | 0.035 |
| S | 0.035 | 0.035 | 0.035 |
| Да, да. | ≥ 0.10 | ≥ 0.10 | ≥ 0.10 |
| КР | 0.4 | 0.4 | 0.4 |
| Ку | 0.4 | 0.4 | 0.4 |
| Мо | 0.15 | 0.15 | 0.15 |
| Ни. | 0.4 | 0.4 | 0.4 |
| V | 0.08 | 0.08 | 0.08 |
Требование к прочности тяги ASTM A106 классов a, b и c.
| Уровень | Класс А | Класс B | Класс С |
| Прочность на тягу, минимум, пс. | 48000 | 60000 | 70000 |
| Прочность нагрузки, минимум, пс. | 30000 | 35000 |
40000 |
![]()
Контактное лицо: Tonya Hua
Телефон: +8613587836939
Факс: 0086-574-88017980