Бесшовная труба из углеродистой стали API 5L X65 с наплавкой Inconel 625
Бесшовная труба из углеродистой стали с базовым материалом API 5L X65 и наплавкой Inconel 625 представляет собой высокопроизводительную инженерную трубу, предназначенную для экстремальных условий, сочетающую прочность углеродистой стали с коррозионной/эрозионной стойкостью никель-хромового сплава.
Основные характеристики и особенности
1. Базовый материал: бесшовная труба API 5L X65
- Марка: API 5L X65 (PSL1 или PSL2)
- Предел текучести: минимум 65 000 фунтов на квадратный дюйм (448 МПа)
- Производство: горячекатаный или холоднотянутый бесшовный процесс (без сварных швов, превосходная целостность под давлением).
- Применение: нефте- и газопроводы, внутрискважинные трубы, гидравлические системы высокого давления.
2. Наплавка: наплавка Inconel 625
- Состав сплава (UNS N06625):
- Ni (минимум 58%), Cr (20–23%), Mo (8–10%), Nb+Ta (3,15–4,15%)
- Устойчивость к питтингу, коррозионному растрескиванию под напряжением (SCC) и окислению до **1800°F (982°C).
Методы наплавки:
- Лазерная наплавка (точность, низкое разбавление)
- Наплавка под флюсом (SAW) или GTAW (TIG)
- Термическое напыление (менее распространено для труб)
- Толщина: обычно 3–5 мм (настраивается в зависимости от потребностей в коррозионной/эрозионной стойкости).
Почему следует использовать Inconel 625 вместо API 5L X65?
Коррозионная стойкость: защищает от H₂S, CO₂, морской воды и кислых жидкостей.
Эрозионная стойкость: идеально подходит для жидкостей, содержащих песок (например, гидроразрыв пласта, транспортировка пульпы).
Высокотемпературные характеристики: сохраняет прочность в Теплообменниках нефтеперерабатывающих/нефтехимических заводов.
Экономичность: дешевле, чем труба из цельного Inconel 625, но обеспечивает аналогичную защиту.
Производственный процесс
1. Производство труб: бесшовная труба API 5L X65 изготавливается методом прошивки/экструзии.
2. Подготовка поверхности: внутренняя/внешняя очистка поверхности дробеструйной обработкой.
3. Наплавка: Inconel 625 наваривается слой за слоем (нанесение подслоев) для обеспечения металлургической связи.
4. Термическая обработка после сварки (PWHT): необязательное снятие напряжений (избегать, если основной металл подвергался холодной обработке).
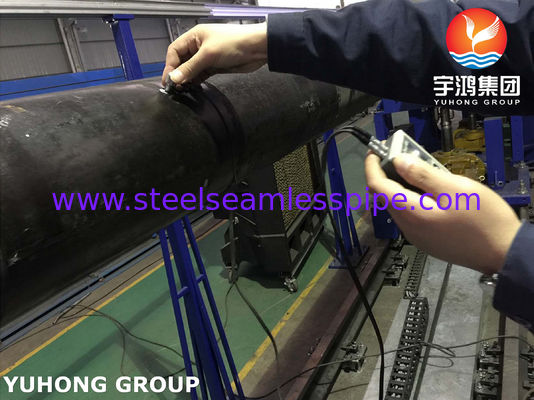
5. Контроль:
- UT/RT для целостности сварного шва.
- Испытание на твердость (избегать растрескивания в зоне термического влияния).
- Капиллярный контроль (PT) для поверхностных дефектов.
Применение
- Нефть и газ
- Подводные трубопроводы (внутренняя облицовка для работы в кислых средах).
- Елки, дроссельные клапаны, стояки.
- Химическая обработка: транспортировка кислот, футеровка реакторов.
- Электростанции: трубные доски котлов, системы десульфуризации дымовых газов (FGD).
- Добыча полезных ископаемых: пульпопроводы с абразивными/кислыми средами.
Проблемы и решения
- Риск гальванической коррозии: изолировать облицованную трубу от разнородных металлов (например, фланцев из углеродистой стали).
- Дефекты сварных швов: строгий неразрушающий контроль (радиографический контроль) для обеспечения адгезии облицовки.
- Тепловое расширение: Inconel 625 (~13,3 мкм/м°C) против углеродистой стали (~11,7 мкм/м°C) — учитывать дифференциальное расширение.


 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!